前言:
模切机是模切压痕设备的统称。模切包括按模板压痕和按模板压切。用钢刀将印品压切成单个图形的产品称作模切;利用钢线在印品上压出痕迹或者留下弯折的槽痕称作压痕。模切主要用于商标,不干胶及电子行业。
模切机对生产速度和精度要求很高,目前市场上用的较多的控制架构是PLC发脉冲控制伺服或步进;本文提供另一种新颖的方法,介绍A2伺服的PR模式用在平压平型模切机上。
一、 设备主要结构
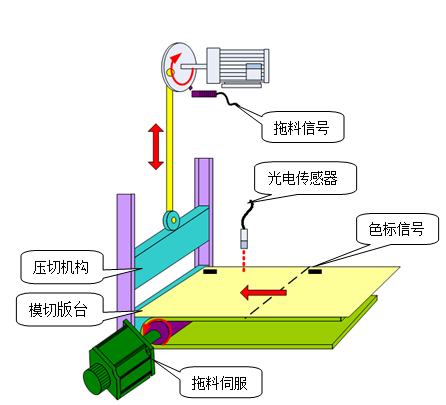
实际照片如下图:

平压平型模切机的模切版台和压切机构的形状都是平板状的。模切版被固定在平整的版台上,被加工板料放在压板上。工作时,模切版台固定不动,压板通过曲轴连杆作用往复运动,使得版台与压板不断地离合。当版台与压板与开时,给一拖料信号给A2伺服,A2伺服按照要求送一次料。之后,版台与压板合压一次,便实现一次模切。
二、工艺流程
模切机的工作流程模式有程控和光控,光控相对复杂。
1. 光控模式:
用在材料上有色标的场合,要求每次切割位置相对色标是固定的。
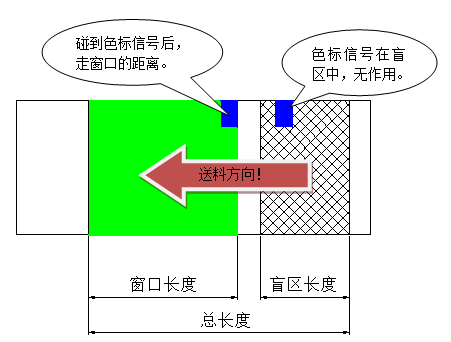
光控的过程如下(参考下图):当A2伺服收到拖料信号后,开使进行送料,在走的过程中,如果已送料的长度小于盲区长度的大小,此时,即使有色标信号,伺服也不理会;当已送料长度大于盲区长度后,伺服捕捉此后出现的第1个色标,当碰到色标信号后,伺服以碰到色标的位置为起点,再走窗口的距离,然后停止。如果,色标信号一直不出现,伺服就以一开始的速度走设定的送料长度。
2、程控模式:
一般用在材料上没有色标的场合,当A2伺服收到拖料信号后,伺
服走一固定的距离,也就是设置的送料长度。
三、功能实现
目前世面上大多数模切机的控制由PLC发脉冲控制步进或普通伺服,盲区和窗口都是由PLC判断,此种方式的缺点在于,当PLC碰到色标后再发指定窗口脉冲数,即使发的窗口脉冲数是正确的,由于伺服存在跟随误差,最终的切割位置还是会有所偏离色标信号。为避免这种情况,一般PLC程序会做处理,也就是当碰到色标信号后,先发出CCLR信号(清除脉冲误差量),同时发出窗口的脉冲数,这可以提高部分精度。但由于普通伺服的I/O反应时间较长,无法达到最佳效果。
针对此情况,我们选用台达高性能A2伺服,用PR模式来实现。
下面简单介绍一下 Pr 模式
所谓的Pr 模式,即为Procedure 模式,传统的伺服,使用此模式规划既定的行程,如点对点的控制,A2的Pr模式,已超出传统的使用,让系统具有"可实时改变规划行程"的能力,具有动态调整参数的功能,A2共有64个程序
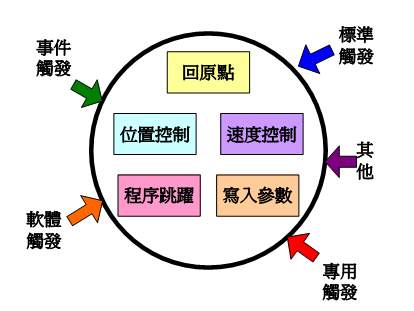
Pr 模式主要功能如上图,
回原点模式:提供9种回原点的模式,若包含次选项,组合超过30种
速度模式:可做定速控制,含加减速曲线规划
位置模式:定位命令,共有绝对命令、相对命令、增量命令、高速抓取定位命令
程序跳跃模式:可改变程序的执行顺序,增加程序重复使用率及系统的使用弹性
写入指定参数:可以改变系统参数,动态调整系统。
四、电气架构图
1、电气配置清单:
1. PLC: DVP32ES200T*1
2. 人机界面: DOP-B05S100
3. 伺服:ASD-A2-1521-B
4. 变频器: VFD022M21A
5. 其它电气配件
2、电气架构图:
台达的B05触摸屏有3个通讯口,可以同时使用,此设备,我们用屏的COM1口(RS232)与PLC相联,屏的COM2口通过RS485和台达A2伺服相联,用来设置A2运行所需的参数。这种架构简化了用户的配线和PLC程序量,让PLC专注其它重要控制,纠偏,收料等。

五、A2参数设置
1、输入点定义:
DI1: SON
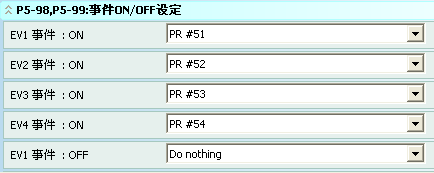
DI2: 光控 对色标切启动 触发EV1 (PR51)
DI3: 程控 定长切启动 触发EV2 (PR52)
DI4: 点动正转 触发EV3 (PR53)
DI5: 点动反转 触发EV4 (PR54)
DI6: 停止
DI7: 色标
事件功能是台达A2伺服的一大特色,即当输入点发生上升(或下降)延跳变时,触发执行一个PR程序,可以用来改参数,或重新归划路径。
2、输出点定义
DO1:SRDY
DO2:ZSPD
DO4:盲区到达,100MS信号时长
3、光控PR程式说明:
光控就是当A2伺服收到拖料信号后,首先走一个POSITION定位TYPE 2路径PR,PR的长度稍大于两个色标之间的长度,在走的过程中,如果已送料的长度小于盲区长度的大小,此时,即使有色标信号,伺服也不理会;当已送料长度大于盲区长度后,伺服的CAPTURE功能开启,捕捉此后出现的第1个色标,当碰到色标信号后,伺服中断当前走的PR,然后再执行一个定长PR50,PR50走的长度规划为窗口距离,工作模式为CAPTURE高速抓取定位,也就是说,最终目标位置为CAPTURE抓取位置+窗口位置,定位完成后,CAPTURE自动关闭。如果没有色标,走完设定的长度后,停止。以下是详细的PR流程及说明:
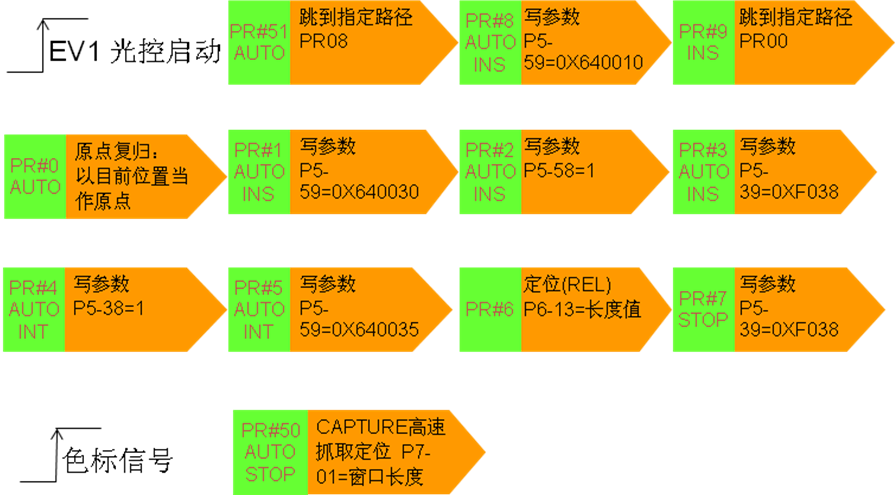
4、光控具体PR流程及参数说明:
PR51: 当PLC发出伺服光控起动信号时,触发伺服的事件1功能,事件1对应的PR号为PR51,进入PR51后,先跳转到PR8.
PR08: 将P5-59设为0X640010(COMPARE启动控制)。首先将COMPARE轴设为辅助编码器,目的为了后面将P5-57(COMPARE值当前位置)清零。
PR09: 跳转到PR0,执行原点复归
PR00: 回原点的方式为8,直接定义原点以目前位置当作原点。也就是说,伺服本身不动,只是将伺服的当前位置清零。然后自动跳入PR01

PR01:将P5-59设为0X640030(COMPARE启动控制),COMPARE轴被设为主编码器。此时P5-57参数(COMPARE轴位置)复位为电机反馈位置,由于前面伺服已回过原点,电机反馈位置为零,因此P5-57=0。
PR02:将P5-58(比较点数)设为1。每切一次,只通过一个盲区。
PR03:将P5-39设为0XF038,定义如下图所示。

PR04:将P5-38(CAPTURE抓取数量)设为1。抓取盲区后出现的第1个色标。
PR05:将P5-59设为0X640035(COMPARE启动控制)。开启COMPARE功能,COMPARE完成后(走盲区),启动CAPTURE功能(抓色标)。

 PR06:启动PR定位功能,此时送料才开始。送料长度由参数P6-13设定(通过触摸屏)。
PR06:启动PR定位功能,此时送料才开始。送料长度由参数P6-13设定(通过触摸屏)。


盲区的设定:P5-56=50 (COMPARE-数据阵列开始地址)
盲区是通过屏的宏程序设进去的。


在送料的过程中,由于之前已启动了COMPARE完成后启动CAPTURE功能功能,因此当走完盲区的距离后,CAPTURE到色标信号后,自动跳转到PR50。
PR50:此PR是用来走窗口的距离,如下图所示


PR50路径模式是CAP高速定位,如下图。参数P7-01设为窗口的距离。(通过HMI设定),CAPTURE功能 的概念是利用外部的触发信号DI7,达到瞬间抓取运动轴的位置数据,由于抓取的动作是由硬件完成,硬件DI7响应时间 1 usec,没有软件延迟的问题,对于高速运转的运动轴也可以准确的抓取。


PR50走完后,一个完整的PR流程就结束了,等待下一次触发。
PR7:如果过了盲区后,一直没有色标信号,此时伺服会将PR06中设定的送料长度走完。因为CAPTURE已经开起(此刻P5-39参数为0XF039,BIT0为ON),为避免误动作,还是要将CAPTURE关闭。将P5-39设为0XF038,即将参数的BIT0设为OFF。
5、程控和点动:这些功能PR程序相对简单,只要执行POSITION定位功能,定位后停止即可。

拿正向点动举例,如下图,只要执行相对定位(REL)


6、其它参数设置
客户的送料辊周长为600mm,由伺服经一个速比为3的减速机拖动,为了客户设置方便,我们规定1个PUU对应1um,也就是说送料辊转一圈,伺服电机要转3圈,因此,电子齿轮比设置如下:

为使用比较(CMP)功能,若来源是主编码器,脉波设定的单位不是PUU,而是分周数,必须先分清楚:
PUU:位置单位,由齿轮比(P1-44,P1-45)所定义。
分周数:每转OA/OB输出数量,由P1-46 所定义。实际CMP比较的数目会乘以4。由于伺服电机转一圈,送料辊转1/3圈,也就是走200MM,因此,我们将P1-46设定为50000,CMP主编码器(即伺服电机转一圈)每转会有200000个脉波,正好1个脉冲对应1个um!
六、PLC及HMI程序说明
此设备中,PLC主要用于逻辑控制,有以下功能:
1、 PLC控制变频器运行,变频器通过外接电位器调速。曲轴连杆在主电机带动下作用往复运动,使模切版台与压切机构不断离合。
2、 当PLC检测到高位信号,表明模切版台与压切机构是分离的,此时允许拖料,PLC立即接通DO点,触发A2伺服DI2(光控)或DI3(程控),也就是拖料信号。一般情况下,拖料会在PLC检测到低位信号前完成,如果,低位信号来时,伺服拖料没有完成,PLC会立刻触发伺服的DI6 STOP信号,使伺服停止拖料,避免扯断原材料,同时,在触摸屏上显示超速报警画面。
3、 点动是用来对色标的,每按一次,PLC触发伺服的DI4(正向),或DI5(反向)走一固定短距离。
4、 计算当前速度与产量。
5、 其它功能:光电纠编,排废,放卷等。
6、 部分参数 设置画面
7、 

8、

七、结束语
A2是目前台达功能强大的一款伺服,不光拥有快速的响应(速度环频率达1KHZ),而且还提供了传统伺服不具备的电子凸轮功能,内部的PR功能,使A2能做许多原来需上位运动控制器才能完成的工作。
此次,A2在模切上的成功应用表明,使用此种控制架构,可以使客户的PLC程序简化,而控制性能完全由A2伺服来保证,节约了客户的开发周期,性能也可以大大提高。






